吸盘的设计
吸盘的设计始终取决于实际应用。因此,在选择正确的吸盘之前,必须计算和确定各种物理值。稍后,将根据一个计算实例更详细地介绍真空系统的设计。
吸气率或需求流量
产生真空的体积流量对吸力非常重要。工件材料是所需体积流量的主要因素。 下表列出了体积流量或吸气率的典型值,具体取决于表面光滑和不透气的吸盘直径。
典型值( 表面光滑、不透气)
| 吸盘直径 | 吸附区域 A | 体积流量 Vͦ | |
|---|---|---|---|
| [cm2] | [m3/h] | [l/min] | |
| 最大 60 毫米 | 28 | 0.5 | 8.3 |
| 最大 120 毫米 | 113 | 1.0 | 16.6 |
| 至 215 毫米 | 363 | 2.0 | 33.3 |
| 最大 450 毫米 | 1,540 | 4.0 | 66.6 |
重要提示
对多孔部件进行抽吸试验!
摩擦系数
摩擦系数 "µ"描述了摩擦力和法向力之间的关系。吸盘和工件之间的摩擦系数不可能指定普遍有效的值。它必须通过试验正确确定,工件表面状况(粗糙/干燥/湿润/油滑)或吸盘性能(形状/密封唇/密封边/吸盘材料/岸硬度)对其影响很大。
计算夹持力
夹持力的计算只能是关于理论值的计算。在实际应用中,吸盘的尺寸和形状、表面光洁度和工件的刚性(变形)等诸多因素起着决定性作用。因此,我们建议安全系数 (S) 至少为 2,而德国事故预防调节器 UVV 规定的约束安全系数为 1.5。在搬运过程中旋转工件时,必须使用 2.5 或更高的安全系数,以应对由此产生的转动力。
吸盘的夹持力是以下两项的乘积:
F = Δp x A
F = 夹持力(不含安全系数,纯静态)
Δp = 环境压力和系统压力之差
A = 有效吸附区域(真空下吸盘的有效区域)
吸盘直径
吸盘的夹持力取决于其有效直径。工件的状况和吸盘的针数对真空系统可以产生的夹持力也至关重要。
可以借助以下公式确定所需的直径:
对于水平吸盘:
d = 1.12 × √ (m × S) ⁄ (PU × n)
垂直拾取时:
d = 1.12 × √ (m × S) ⁄ (PU × n x µ)
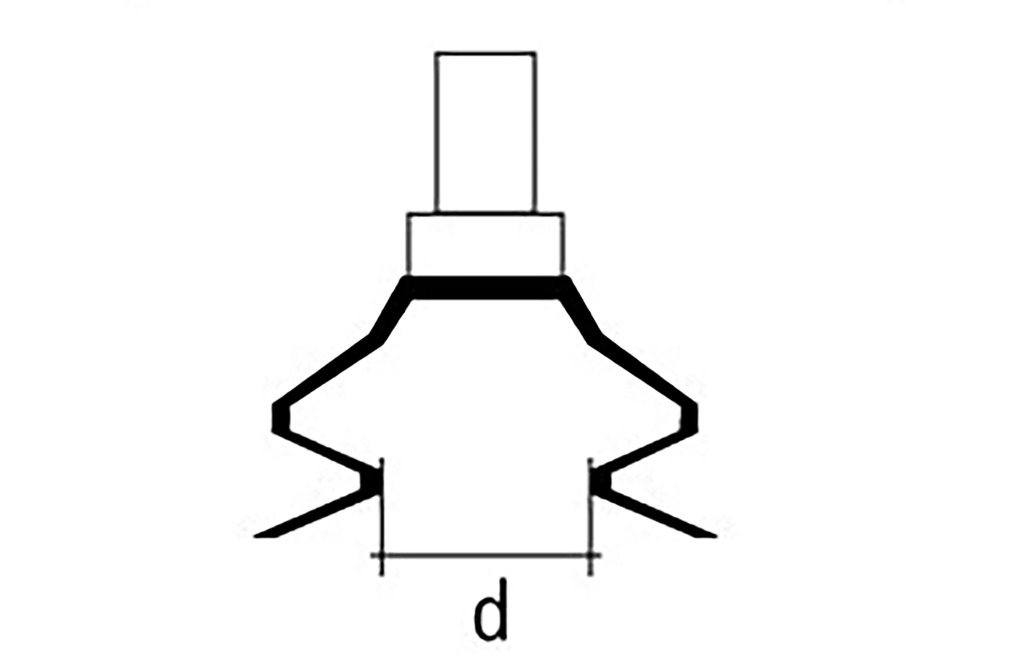
d = 以厘米为单位的吸盘直径(双密封唇≈内径,波纹吸盘 = 密封唇内径)
m = 工件重量,单位 kg
PU= 真空度,单位巴
n = 吸盘针数
µ = 摩擦系数
S = 安全系数
水平吸盘计算示例
d=1.12 × √(50kgx2)÷(0.4barx4)
d= 8.85 厘米
塑料板:m = 50 千克
工作压力:PU = -0.4 巴
吸盘针数:n = 4
测量摩擦系数: µ = 0.5
安全系数: S = 2
吸盘 PFYN 95 的公称直径为 95 毫米,是一个合理的选择。
垂直拾取的计算示例
d=1.12 × √(50kgx2)÷(0.4barx4x0.5)
d= 12.5 厘米
塑料板:m = 50 千克
工作压力:PU = -0.4 巴
吸盘针数:n = 4
测量摩擦系数: µ = 0.5
安全系数: S = 2
吸盘 PFYN 150 的公称直径为 150 毫米,是一个合理的选择。